
 English
English  عربى
عربى  中文简体
中文简体
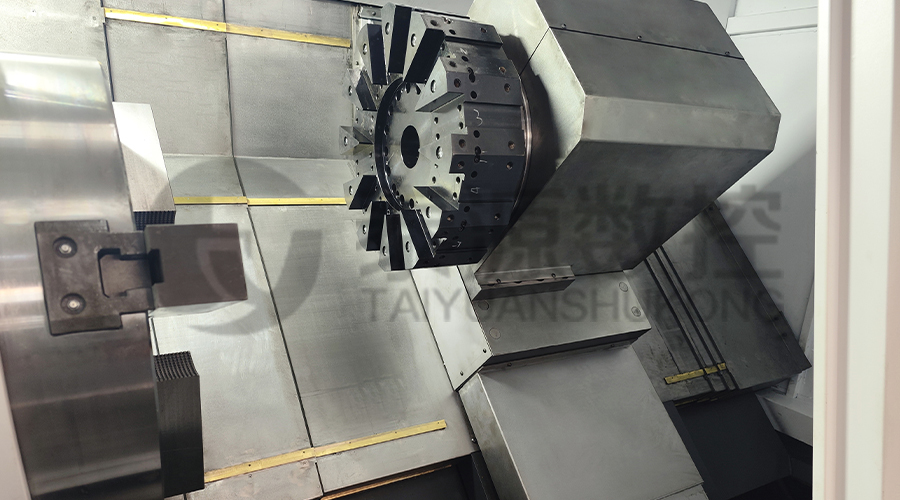
النموذج: Tysk-630t
تعتمد الجهاز نظام Fanuc CNC مع دقة المعالجة المستقرة ووظائف البرمجة المرنة لضمان أن ا...

دقة معالجة ممتازة للمعدات، وصلابة جيدة، وكفاءة معالجة من الدرجة الأولى، بحيث يمكن أن تكون منتجاتنا مؤهلة لمعايير API ومعظم الاتصالات المتميزة في السوق.

تعتمد الجهاز نظام Fanuc CNC مع دقة المعالجة المستقرة ووظائف البرمجة المرنة لضمان أن ا...

تعتمد الجهاز نظام Fanuc CNC مع دقة المعالجة المستقرة ووظائف البرمجة المرنة لضمان أن ا...






في المشهد الصناعي سريع التطور لعام 2026، وصل الطلب على الدقة في البنية التحتية للطاقة إلى أعلى مستوياته على الإطلاق. بالنسبة للمنشآت العاملة في الإنتاج على نطاق واسع، يجب الاختي...
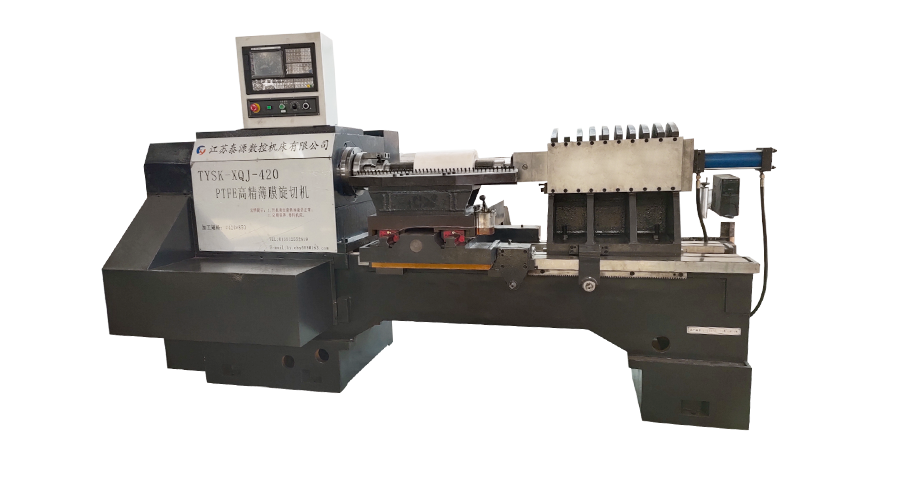
في التصنيع عالي الدقة لأفلام البوليمرات الفلورية، يعد الحفاظ على السلامة الهيكلية بالسرعة هو التحدي الهندسي النهائي. أ آلة تقطيع الأفلام PTFE المتوسطة والكبيرة يجب...

في بيئة استكشاف حقول النفط عالية المخاطر، يعتمد طول عمر أنابيب الحفر ووصلات الأدوات بشكل مباشر على جودة النطاقات الصلبة المطبقة لمقاومة التآكل في قاع البئر. أ ماكينة لحا...
لدى Jiangsu Taiyuan CNC Machine Tool Co. ، Ltd. مجموعة متنوعة من أدوات الآلات CNC لمعالجة الأنابيب. فيما يلي طريقة ضبط معلمات القطع آلة مخرطة خيوط الأنابيب CNC لضمان جودة الخيط عند معالجة أنابيب المواد المختلفة:
معالجة أنابيب الصلب
سرعة القطع: للأنابيب المصنوعة من الصلب الكربوني المتوسط ، يمكن أن تكون سرعة القطع حوالي 100-200 م/دقيقة. إذا كانت سبيكة من الصلب ، نظرًا لارتفاع صلابةها ، يجب تقليل سرعة القطع بشكل مناسب إلى حوالي 80-150 م/دقيقة لمنع التآكل المفرط للأداة وضمان جودة سطح الخيط.
معدل التغذية: عادة ، يكون معدل التغذية لكل ثورة أكثر ملاءمة عند 0.5-1.2 مم/ريف. بالنسبة للمواضيع ذات المتطلبات الدقيقة عالية ، يمكن تحديد معدل تغذية أصغر ، مثل 0.5-0.8 مم/Rev ، لتحسين النهاية ودقة الخيط.
عمق القطع: وفقًا لمواصفات ومتطلبات الخيط ، يمكن التحكم في عمق القطع عند 1-2 ملم أثناء الآلات الخشنة و 0.2-0.5 مم أثناء الآلات الدقيقة.
معالجة أنابيب النحاس
سرعة القطع: صلابة النحاس منخفضة نسبيًا ، ويمكن زيادة سرعة القطع بشكل مناسب ، بشكل عام حوالي 200-300 م/دقيقة. ومع ذلك ، يجب ألا تكون السرعة مرتفعة للغاية ، وإلا فقد تتسبب في لف رقائق النحاس حول الأداة وتؤثر على جودة المعالجة.
معدل التغذية: يمكن اختيار معدل التغذية بين 0.8-1.5 مم/Rev. نظرًا لوجود ليونة جيدة للنحاس ، يمكن أن يقلل معدل التغذية الأكبر من قوة القطع ويمنع التشوه المفرط للمادة ، ولكن تجدر الإشارة أيضًا إلى أنه لا ينبغي أن يكون كبيرًا جدًا لتجنب التأثير على دقة الخيط.
عمق القطع: يمكن أن يكون عمق القطع 1.5-2.5 ملم أثناء الآلات الخشنة و 0.3-0.6 مم أثناء الآلات الدقيقة.
معالجة أنابيب الألومنيوم
سرعة القطع: الألومنيوم لديه صلابة منخفضة وأداء جيد ، وبالتالي يمكن أن تكون سرعة القطع أعلى ، وعادة ما تكون 300-500 م/دقيقة. ومع ذلك ، يجب إيلاء الاهتمام لمشكلة الحافة المبنية التي قد تحدث أثناء القطع عالي السرعة ، والتي يمكن حلها عن طريق تدابير التبريد والتزييت المناسبة.
معدل التغذية: يمكن أن يكون معدل التغذية حوالي 1-2 مم/ريف. نظرًا لأن مواد الألومنيوم أكثر ليونة ، فإن معدل التغذية الأكبر يمكن أن يحسن كفاءة المعالجة ، ولكن من الضروري منع معدل التغذية المفرط من التسبب في عيوب مثل الخدوش على سطح الخيط.
عمق القطع: يمكن أن يكون عمق القطع 2-3 مم أثناء المعالجة الخشنة و 0.3-0.8 مم أثناء المعالجة الدقيقة.
معالجة أنابيب الفولاذ المقاوم للصدأ
سرعة القطع: الفولاذ المقاوم للصدأ لديه قوة وصياغة عالية ، وعرضة لتصلب العمل. سرعة القطع عمومًا 60-120 م/دقيقة. ستؤدي السرعة المنخفضة جدًا إلى زيادة تآكل الأدوات ، وقد تتسبب السرعة العالية جدًا في حروق الأدوات وتشوه الشغل.
معدل التغذية: معدل التغذية لكل ثورة عمومًا 0.3-0.8 مم/ريف. يمكن أن يقلل معدل التغذية الأصغر من قوة القطع ، ويقلل من درجة تصلب العمل ، ويساعد على ضمان جودة الخيط.
عمق القطع: يمكن التحكم في عمق القطع عند 0.8-1.5 مم أثناء التصنيع الخشن و 0.1-0.3 مم أثناء التصنيع الدقيق .
