
 English
English  عربى
عربى  中文简体
中文简体
معلومات تذكيرية

2026-06-11
محتوى
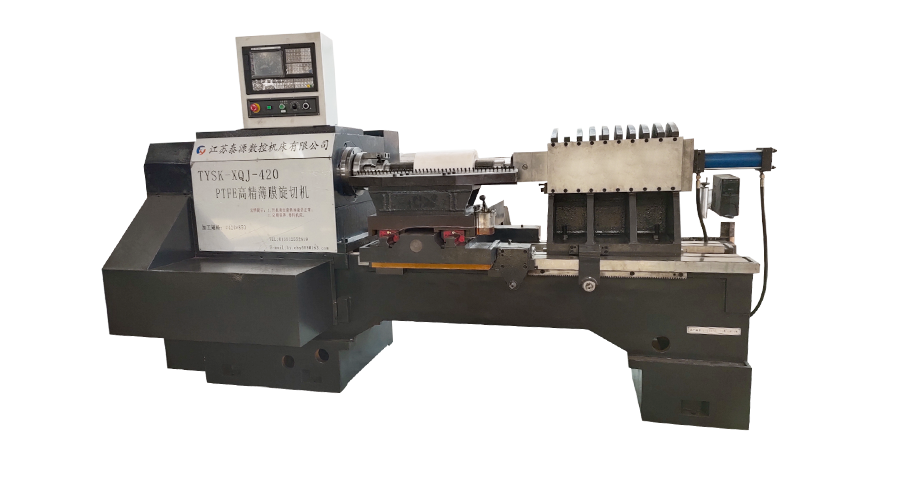
ال آلة تقطيع الأفلام PTFE المتوسطة والكبيرة هو الحل على مستوى الإنتاج لتحويل قضبان PTFE الملبدة إلى شريط رقيق مستمر على المستوى الصناعي. على عكس الوحدات الأصغر حجمًا، تتعامل التكوينات المتوسطة والكبيرة مع أقطار القضبان التي تتجاوز 300 مم، وتدعم مخرجات اللف ذات التنسيق العريض حتى 1600 مم، وتحافظ على دقة القطع التي تبلغ ± 0.005 مم عبر عمليات الإنتاج الممتدة. يغطي هذا الدليل إمكانية السُمك، وتركيب اللفة، ومعايرة السرعة، وبروتوكولات الصيانة الوقائية.
تتعامل ماكينة تقطيع الأفلام PTFE المتوسطة والكبيرة مع إخراج الأفلام من 0.01 مم (10 ميكرون) عند الحد الأدنى إلى 3.0 مم للحشية الثقيلة أو مخزون بطانة المحمل. يتم التحكم في السُمك الذي يمكن تحقيقه في أي إعداد من خلال ثلاثة متغيرات متفاعلة: حدة الشفرة، وتوحيد درجة حرارة المادة الخام، واستقرار معدل التغذية.
| سمك الفيلم | تطبيق نموذجي | زاوية الشفرة | درجة حرارة البليت | صعوبة |
| 0.01 – 0.05 ملم | مكثف عازل، أغشية المختبر | 15 درجة - 18 درجة | 18 - 22 درجة مئوية | الدقة العالية مطلوبة |
| 0.05 – 0.25 ملم | شريط العزل الكهربائي، الختم | 18° – 22° | 20 - 25 درجة مئوية | الإنتاج القياسي |
| 0.25 – 1.0 ملم | بطانة الأنابيب الكيميائية، مقاعد الصمام | 20 درجة - 25 درجة | 22 - 28 درجة مئوية | معتدل - مراقبة التوتر |
| 1.0 – 3.0 ملم | بطانات تحمل، جوانات ثقيلة | 22 درجة - 28 درجة | 25 - 32 درجة مئوية | منخفض – تغذية مستقرة ضرورية |
أقل من 0.05 مم، يصبح اتساق درجة حرارة المادة الخام هو متغير الجودة السائد. ينتج عن الانحراف الحراري بمقدار 3 درجات مئوية فقط عبر وجه قطعة الحديد اختلافًا قابلاً للقياس في السُمك - عادةً من 0.003 إلى 0.008 مم - مما يجعل الطبقة الرقيقة جدًا غير مناسبة لتطبيقات عازل المكثف. إن التكييف المسبق للقضبان في غرفة يتم التحكم في درجة حرارتها لمدة 4 إلى 6 ساعات قبل التزحلق يزيل هذا التباين عند المصدر.
Skiving عبارة عن عملية قطع دوارة تقوم فيها شفرة ثابتة بتقشير فيلم مستمر من السطح الخارجي لقضيب PTFE الأسطواني الدوار. يتم تحديد سمك الفيلم من خلال التقدم الشعاعي للشفرة لكل دورة - وهي معلمة ميكانيكية مستقلة عن قطر الكتلة، ولهذا السبب يغطي تكوين آلة واحدة نطاقًا واسعًا من الإخراج.
يتطلب إنتاج اللفات الكبيرة - بكرات الإخراج التي يتجاوز قطرها 500 مم أو عرضها 800 مم - تكوينًا للماكينة يعالج ثلاثة متطلبات هيكلية في وقت واحد: سعة ظرف البليت، والتحكم في شد اللف، وصلابة الإطار تحت الحمل الجانبي المستمر.
ال winding tension system is the most critical differentiator for large-roll production. A closed-loop PLC tension controller maintains constant surface pressure on the take-up roll as its diameter grows from 50 mm to 500 mm during winding — without a closed loop, outer layers compress inner layers unevenly, producing roll distortion and interlayer adhesion in finished stock.
يجب معايرة سرعة التخطي - التي تقاس بالأمتار في الدقيقة من إخراج الفيلم - وفقًا لسمك الفيلم، وحالة الشفرة، وقطر الكتلة في نفس الوقت. تعد زيادة السرعة دون تعديل المعلمات الأخرى السبب الرئيسي لتمزق السطح، وانحراف السُمك، والتآكل المبكر للشفرة في الآلات المتوسطة والكبيرة.
اطلب الشفرة الشعاعية للتقدم إلى سمك الهدف قبل لمس عناصر التحكم في السرعة. يتم الجمع بين السُمك والسرعة - ستنتج مجموعة الشفرة 0.1 مم عند 4 م/دقيقة 0.13 إلى 0.15 مم إذا تمت زيادة السرعة إلى 8 م/دقيقة دون إعادة معايرة التقدم، وذلك بسبب زيادة قوة القطع التي تؤدي إلى انحراف حامل الشفرة.
ابدأ كل عملية إنتاج بنسبة 30% من السرعة القصوى المقدرة للماكينة. قم بتشغيل 2 إلى 3 أمتار من الفيلم وقياس السُمك عند ثلاث نقاط عبر العرض. تأكيد التوحيد ضمن التسامح قبل زيادة السرعة بشكل تدريجي في خطوات 10%. يستغرق هذا الإجراء من 8 إلى 12 دقيقة ولكنه يمنع هدر المواد عبر قطعة الخام الكاملة.
مع انخفاض قطر الكتلة من حجمها الأولي نحو الحد الأدنى القابل للاستخدام، تنخفض سرعة السطح المحيطي عند عدد دورات ثابت في الدقيقة. قم بالتعويض عن طريق زيادة عدد دورات المغزل في الدقيقة بشكل متناسب - أو تقليل سرعة الفيلم الخطي بنسبة 15 إلى 20% عندما يقل قطر الكتلة عن 40% من البعد الأولي للحفاظ على جودة الفيلم المتسقة حتى نهاية ذيل كل قطعة معدنية.
تختلف قضبان PTFE في الكثافة والصلابة حسب الشركة المصنعة وعملية التلبيد. قد يؤدي إعداد السرعة المُحسّن لقطعة مورد واحدة إلى تمزيق أو إنتاج ضباب سطحي على قطعة أخرى بنفس المواصفات الاسمية. احتفظ بسجل إنتاج يتضمن السرعة وزاوية الشفرة ومصدر الكتلة لكل درجة من المواد - وهذا السجل يقلل وقت الإعداد للطلبات المتكررة بنسبة 60 إلى 80%.
إن رفرفة الفيلم المسموعة عند نقطة خروج الشفرة هي أول إشارة إلى أن سرعة القطع تتجاوز استقرار شد المادة عند إعداد السُمك الحالي. قلل السرعة بنسبة 15% على الفور — يؤدي استمرار التشغيل فوق هذا الحد إلى حدوث تمزقات دقيقة غير مرئية بالعين المجردة ولكن يمكن اكتشافها كفشل في العزل الكهربائي في تطبيقات العزل الكهربائي.
إن ماكينة تقطيع الأفلام PTFE المتوسطة والكبيرة التي يتم صيانتها وفقًا لجدول زمني منظم تحقق بشكل موثوق من 15 إلى 20 عامًا من عمر الخدمة الإنتاجي. تعزى غالبية حالات الفشل المبكرة — تشنج محمل عمود الدوران، وتآكل فك ظرف الظرف، وتشغيل حامل الشفرة — إلى عمليات التشحيم المؤجلة وفحوصات المحاذاة الخاطئة بدلاً من إجهاد المكونات.
عمر الخدمة المتوقع لآلة الكشط PTFE المتوسطة والكبيرة التي يتم صيانتها بشكل صحيح. يمثل الاستبدال المؤجل للشفرة وحده - وهو اختصار الصيانة الوحيد الأكثر شيوعًا - 40% من جميع حالات فشل محامل المغزل، حيث تنقل الشفرة الباهتة قوة القطع الجانبية مباشرة إلى المغزل بدلاً من أن تكون نظيفة من خلال الفيلم.
المنتجات ذات الصلة
 النموذج: Tysk-630t
النموذج: Tysk-630t
تعتمد الجهاز نظام Fanuc CNC مع دقة المعالجة المستقرة ووظائف البرمجة المرنة لضمان أن الأجزاء المعالجة تلبي معايير الصناعة الصارمة. يمكن لتصميم عزم الدوران العالي والتحميل الثقيل التعامل مع العمل المستمر على المدى الطويل ولديه متانة قوية .
 النموذج: Tysk-1355
النموذج: Tysk-1355
تعتمد الجهاز نظام Fanuc CNC مع دقة المعالجة المستقرة ووظائف البرمجة المرنة لضمان أن الأجزاء المعالجة تلبي معايير الصناعة الصارمة. يمكن لتصميم عزم الدوران العالي والتحميل الثقيل التعامل مع العمل المستمر على المدى الطويل ولديه متانة قوية .
 سلسلة: Tysk-NKJ
سلسلة: Tysk-NKJ
تستخدم الماكينة محركًا هيدروليكيًا ، وآلية عائمة ميكانيكية ، والكشف عن عزم الدوران في الوقت الفعلي ، ويتكيف مع الانحناء المادي ، ويمنع تشوه المواد. يتم تكوين الآلات المساعدة للمساعدة في شبه التوت .
 حلول المواد الطويلة والثقيلة
حلول المواد الطويلة والثقيلة
يمكن لوضع الدعم المرن الخاص أن يقلل بشكل فعال من تأثير ثني قطعة العمل على المعالجة وتحسين الإنتاجية. مطابقة تمامًا مع مخرطة لولبة الأنابيب الخاصة بنا.
 كسارة الحديد وحدات
كسارة الحديد وحدات
الشفرات مصنوعة من مواد عالية القوة ويتم وضعها بشكل معقول عند مخرج مستخرج الرقائق لكسر رقائق الحديد المتكتلة. تقليل مخاطر التراجع وتحسين استخدام إطار النفايات.
 السلسلة: TYSK-HB
السلسلة: TYSK-HB
ينطبق على ARNCO 100XT، 200XT، 300XT. دعم لحام سطح السلك الصلب أو φ1.2-2.0. يمكن تجهيزه بلحام رش مسدس واحد ولحام رش مسدس مزدوج بطريقتين. دعم التحكم في نظام PLC أو CNC.
الموديل: TYSK-XQJ-550
مصممة لمعالجة الفراغات بقطر أقصى يبلغ 550 ملم وطول أقصى يبلغ 1000 ملم. يمكننا أيضًا التخصيص وفقًا لاحتياجات المستخدمين. سرعة التغيير والسمك باستخدام CNC.
